



今天为大家介绍的是——废水固液分离设备,下面是具体内容。
废水固液分离设备及其分离方法,属于污水处理技术领域。固液分离柜的内设有多个多层过滤部件,多层过滤部件四个侧壁分别为三面筛网和一个出料门,底板为底板筛网;多层过滤部件顶部设置有进水布水管;多层过滤部件下方为集水区;集水区通过集水管连接厌氧布水管,厌氧布水管安装在上流式厌氧反应罐内;上流式厌氧反应罐上方连接泥水分离池;泥水分离池底部与上流式厌氧反应罐连接处设置有污泥斗;泥水分离池还设有泥渣出管,泥渣出管与吸泥泵连接;泥水分离池顶部还设置有出水口。本发明提供综合解决猪场废水的预处理中泥渣和胶体物,比较终从出水管出来的水,将不带泥,水中胶体也少甚至没有,减少后续污水处理难度。
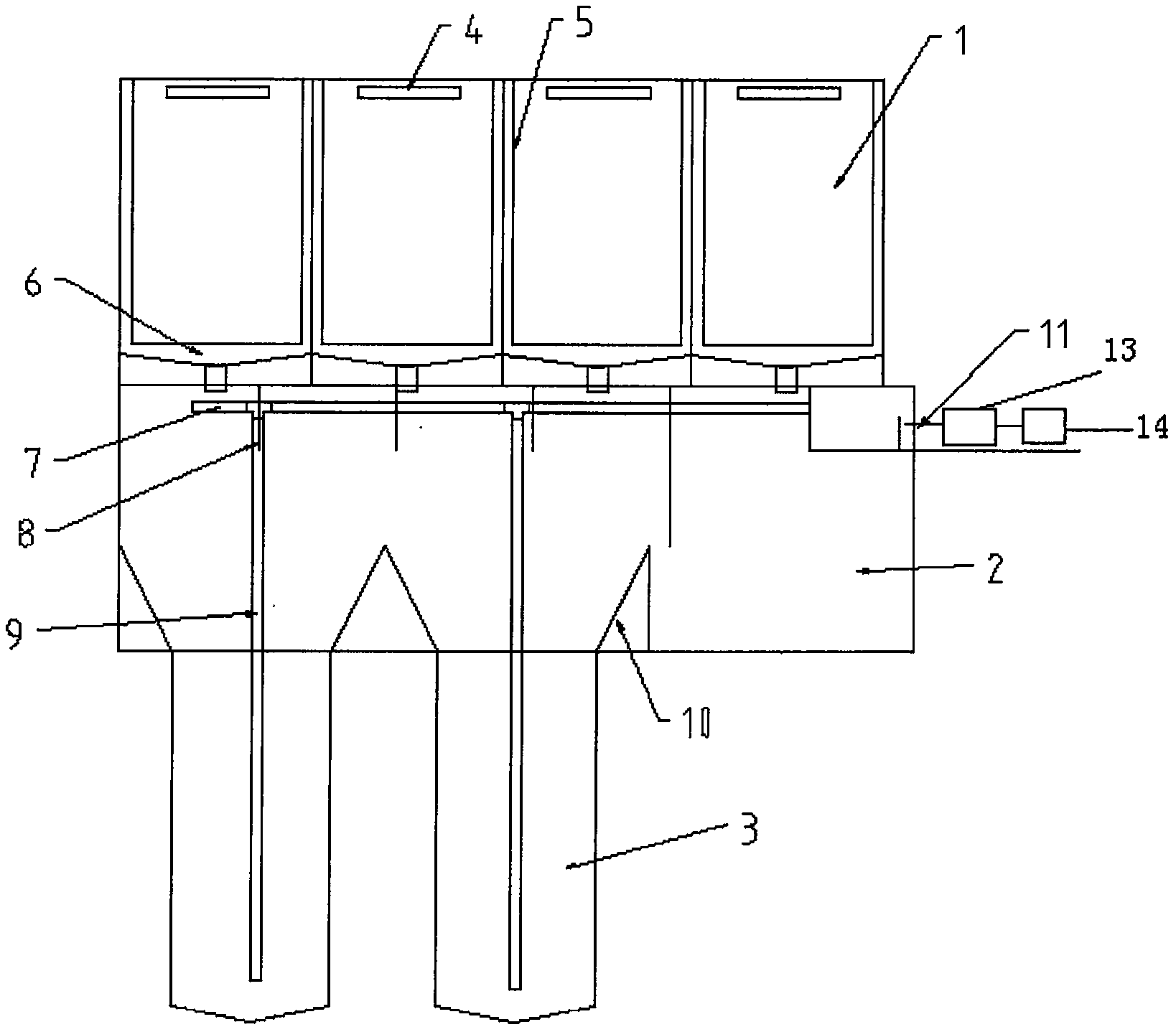
1.一种废水固液分离设备,其特征在于,包括固液分离柜(1)、泥水分离池(2)和上流式厌氧反应罐(3);
所述的固液分离柜(1)的内设有多个多层过滤部件(5),所述的多层过滤部件(5)包括底板和四个侧壁,所述的四个侧壁分别为三面筛网和一个出料门,所述的底板为底板筛网;多层过滤部件(5)顶部设置有进水布水管(4);
多层过滤部件(5)下方为集水区(6);集水区(6)通过集水管(7)连接厌氧布水管(9),所述的厌氧布水管(9)安装在上流式厌氧反应罐(3)内;上流式厌氧反应罐(3)上方连接泥水分离池(2);泥水分离池(2)底部与上流式厌氧反应罐(3)连接处设置有污泥斗(10);泥水分离池(2)还设有泥渣出管(12),泥渣出管(12)与吸泥泵连接;泥水分离池(2)顶部还设置有出水口(11);
其中,所述的出水口(11)处连接有流量监测设备(13)和传感器(14)。
2.根据权利要求1所述的一种废水固液分离设备,其特征在于,所述的固液分离柜(1)的内设有四个多层过滤部件(5),四个多层过滤部件(5)并列安装,依次轮流使用。
3.根据权利要求1所述的一种废水固液分离设备,其特征在于,所述的上流式厌氧反应罐(3)有两个,并列安装在泥水分离池(2)下方,每个上流式厌氧反应罐(3)分别配置一个污泥斗(10)。
4.根据权利要求1所述的一种废水固液分离设备,其特征在于,所述的泥水分离池(2)内设置有泥渣格板(8),所述的泥渣格板(8)有多个,垂直的安装在泥水分离池(2)内的上方。
5.根据权利要求1所述的一种废水固液分离设备,其特征在于,多层过滤部件(5)三面筛网孔径为3~5mm,底板的底板筛网孔径为2~3mm。
6.根据权利要求1所述的一种废水固液分离设备,其特征在于,所述的泥渣出管(12)连接有感应器,以便于监测堵塞情况。
7.根据权利要求1到6任一项所述的一种废水固液分离设备的分离方法,其特征在于,包括以下过程:
废水经进水布水管(4)流入固液分离罐(1)的多层过滤部件(5),粗颗粒停留于底板筛网上形成滤料;
经过多层过滤部件(5)过滤的出水经集水管(7)流入厌氧布水管(9)进入上流式厌氧反应罐(3),上流式厌氧反应罐(3)内装有厌氧污泥;污水经过厌氧污泥层,在厌氧菌的作用下污水中胶态物从水中脱离出,脱离出来的胶状物和部分的细小悬浮物,与厌氧产生的气体一起上升进入泥水分离池(2)内;
胶状物和悬浮物,在附着气体的作用进入泥水分离池(2)内,随之浮于水面,后续上升的泥渣颗粒在泥水分离池(2)内附着在之前浮于水面的泥渣层底部;浮于泥水分离池(2)上的泥渣,由泥渣出管(12)定期由吸泥泵抽出。
8.根据权利要求7所述的一种废水固液分离设备的分离方法,其特征在于,部分泥渣沉至污泥斗(10)壁上,回沉于上流式厌氧反应罐(3)内。
目前猪场废水的固液分离多采用机械(或带振动式)固液分离机进行粗式分离,其分离出来的水具有明显的特点:出水混浊,悬浊液高,多以不溶物和胶状态。以该态废水进入后续生化系统,经厌氧发酵,其胶状物部分从水中分离出且以小颗料的形式悬浮于水中,厌氧出水水体悬物量大。后续经加药,难以沉淀;若用带式压滤机,其冲洗滤布带来的反冲水量大,使原水量加大50%以上,同时带来的经济负担;或用气浮机来实现其泥水分离,由于其泥量大(含固率约为3%),此时气浮机的效率也较低,运行费用也较高。因此厌氧出水泥水分离不解决,后续好氧系统随之带来更严重问题,即供氧量不足,由水中前期带来大量的泥渣,使之好氧系统池内有大量的泡沫产生,其需要大量消泡,运行工作难度大。
发明内容
针对上述技术问题,本发明提供一种水浮式固液分离设备,以解决之前经机械固液分离带来的后续一系列问题。需解决的问题:
1、实现水中胶状物在设备内自动从水中脱离出;
2、实现水体中泥渣自动上浮,静于池液面;
3、实现泥水彻底分离,使之出水不带或少带泥出水。
具体的技术方案为:
一种废水固液分离设备,包括固液分离柜、泥水分离池和上流式厌氧反应罐;
所述的固液分离柜的内设有多个多层过滤部件,所述的多层过滤部件包括底板和四个侧壁,所述的四个侧壁分别为三面筛网和一个出料门,所述的底板为底板筛网;多层过滤部件顶部设置有进水布水管;
多层过滤部件下方为集水区;集水区通过集水管连接厌氧布水管,所述的厌氧布水管安装在上流式厌氧反应罐内;上流式厌氧反应罐上方连接泥水分离池;所述的泥水分离池内设置有泥渣格板,泥水分离池底部与上流式厌氧反应罐连接处设置有污泥斗;泥水分离池还设有泥渣出管,泥渣出管与吸泥泵连接;泥水分离池顶部还设置有出水口。
具体的,所述的固液分离柜的内设有四个多层过滤部件,四个多层过滤部件并列安装,依次轮流使用。
进一步的,所述的上流式厌氧反应罐有两个,并列安装在泥水分离池下方,每个上流式厌氧反应罐分别配置一个污泥斗。
所述的泥渣格板有多个,垂直的安装在泥水分离池内的上方。
多层过滤部件三面筛网孔径为3~5mm,底板的底板筛网孔径为2~3mm。
可替换地,所述的多层过滤部件为比较外层的陶瓷梯度模和与废水直接接触的2-3层厚度在3-5厘米的PP棉。
可替换地,所述的多层过滤部件为比较外层还可以包括:固液分离网,固液分离网上方设置有抽油孔;优选地,固液分离网内部采用不锈钢丝网聚结填料,壳体用钢,使用压力为0.8Mpa-1.5Mpa。其中,比较优选的指标为:不锈钢丝网聚结填料分为上下两盘,交错45-90度叠放使用,比表面积(平方米/立方米)25-60,堆放比重100-110千克/立方米,空隙率95-97%。
固液分离网原理是利用旋风与不锈钢丝网捕雾的有机结合,同时采用直接拦截、惯性碰撞、布朗扩散及凝聚等机理,非常有效。当含有油和水的液体通入油水分离器,大液滴在重力作用下落到油水分离器底部,雾状小液滴被丝网捕获凝结成大液滴落到油水分离器底部,夹带的的液体因此被分离出来,这是本发明的发明点之一,发明人经过了多次测试,发现使用压力为0.8Mpa-1.5Mpa,更优选地,发明人发现,按照比例为质量的0.05-0.08%向含固项污染物的污水中投放絮凝剂或聚集剂,其中絮凝剂可使油凝聚成凝胶体而沉淀,而聚集剂则使油凝聚成胶体使其上浮,起到很好的辅助作用,其中絮凝剂优选:硫酸铝、氯化铝、硫酸铁、氯化铁,其使用量分别为:加入量为总质量的百分之0.05,0.055,0.06和0.08,这是发明人经过了多年的实验所得的数据,为比较优值。
其中,所述的出水口处连接有流量监测设备和传感器,这是本发明的一个发明点,流量监测设备可以一直检测废水浓度,在实际的生产中,经常会出现废水中有高浓度杂物的情况,这样会堵塞水管,而增加了流量监测设备后,一旦发现流速异常,则可以通过传感器停止废水供料并发出报警,便于工人维修,经过增加了这个监测设备,使得生产事故的发生几率大大降低,这是本发明的发明点之一。
其中,泥渣出管连接有感应器,以便于监测堵塞情况。
该固液分离设备的分离方法,包括以下过程:
废水经进水布水管流入固液分离罐的多层过滤部件,粗颗粒停留于底板筛网上形成滤料;
经过多层过滤部件过滤的出水经集水管流入厌氧布水管进入上流式厌氧反应罐,上流式厌氧反应罐内装有厌氧污泥;污水经过厌氧污泥层,在厌氧菌的作用下污水中胶态物从水中脱离出,脱离出来的胶状物和部分的细小悬浮物,与厌氧产生的气体一起上升进入泥水分离池内;
胶状物和悬浮物,在附着气体的作用进入泥水分离池内,随之浮于水面,后续上升的泥渣颗粒在泥水分离池内附着在之前浮于水面的泥渣层底部;浮于泥水分离池上的泥渣,由泥渣出管定期由吸泥泵抽出。
部分泥渣沉至污泥斗壁上,回沉于上流式厌氧反应罐内。
本发明提供的固液分离设备及其分离方法,综合解决猪场废水的预处理中泥渣和胶体物,比较终从出水管出来的水,将不带泥,水中胶体也少甚至没有,减少后续污水处理难度。

污水处理设备联系方式:
销售热线:010-8022-5898
手机号码:186-1009-4262
