



废纸纸浆造纸废水中含有大量细微纤维、树脂、染料、化学药品和机械杂质,废水COD、BOD5、色度等污染负荷大,难以直接生物降解。现有处理技术主要包括物化法、氧化法、生化法和组合技术处理法等[1, 2, 3]。采用H2O2—微电解/MnO2组合工艺处理再生造纸废水,微电解法具有运行费用低、处理效果好和“以废治废”等优点[4, 5, 6, 7, 8, 9, 10, 11, 12, 13],可以将大分子有机物分解成易降解的小分子物质,提高了废水的可生化性。外加催化剂二氧化锰可以降低反应活化能,提供反应场所,强化微电解处理效果。微电解反应投加H2O2相当于提供了微电解-Fenton耦合技术处理废水,提高了降解处理效果。废水经该工艺预处理后,满足后续生化处理工艺要求,为造纸废水的资源化利用创造了条件。
笔者以再生造纸废水为处理对象,讨论了pH、铁炭用量、铁炭比、反应时间、MnO2加入量、H2O2投加量等因素对H2O2—微电解/MnO2工艺处理效果的影响,确定反应适宜的工艺条件,目前鲜有将该技术应用于再生造纸废水处理的研究。
1 实验部分
1.1 实验材料
实验所用试剂均为分析纯。废铁屑为机械加工废料,粒径5~8 mm,使用前先用质量分数10%的氢氧化钠溶液浸泡20 min,以去除铁屑表面油污,再用质量分数5%的盐酸溶液浸泡 10 min,去除铁屑表面氧化物,进行活化处理,比较后用自来水冲洗干净[8]。活性炭为上海国药集团生产,粒径3~5 mm,使用前用废水充分浸泡,以消除其吸附作用产生的干扰。
实验用水取自山东某纸业有限公司再生造纸废水。该废水经格栅、调节池和初沉池处理后,其COD为5 865 mg/L,SS为1 259 mg/L,pH为7.0,氨氮质量浓度为30.36 mg/L,总磷质量浓度为9.23 mg/L,BOD5为1 841 mg/L,B/C为0.32。
1.2 实验装置及方法
本预处理反应装置采用直径90 mm,柱高450 mm的有机玻璃柱,下部采用空气泵曝气。整个反应过程的温度均由恒温水箱控制。实验装置如图1所示。
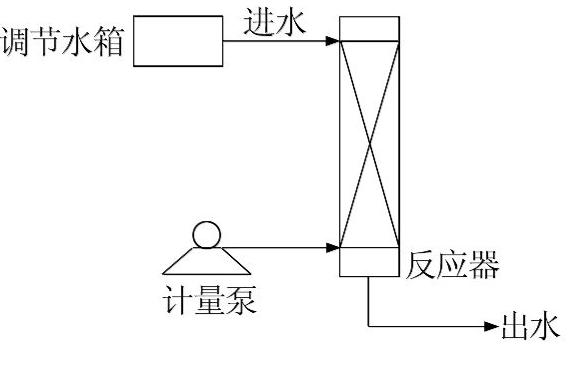
图1 铁炭微电解反应装置
将预处理后的铁屑和活性炭按照一定比例混合均匀放入有机玻璃柱中,加入待处理废水,在曝气量150 L/h条件下,改变反应时间、pH、铁炭用量、铁炭比、MnO2加入量、H2O2投加量等进行反应,反应结束后静止一定时间,取样测定COD等污染指标。
1.3 分析方法
COD:重铬酸钾法;BOD5:稀释与接种法;氨氮:纳氏试剂分光光度法;总磷:钼锑抗分光光度法;SS:重量法。
2 结果与讨论
2.1 MnO2对处理效果的影响
在pH=3.0,铁炭总质量浓度20 g/L,铁炭比3∶1,反应时间40 min,H2O2投加质量浓度为0.55 g/L条件下,分别加入0、1.00、1.25、1.50、2.00、2.50、3.00、3.50、4.00、4.50、5.00 g/L的MnO2,考察二氧化锰对微电解处理废水体系的催化作用,结果如图2所示。
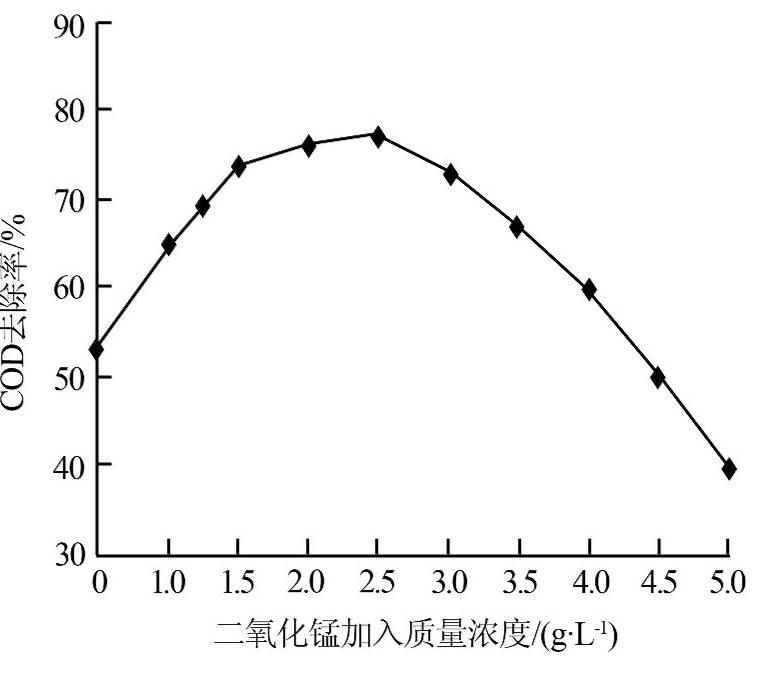
图2 MnO2加入量对废水COD去除率的影响
由图2可知,随着MnO2加入量的增加,废水微电解COD去除率增加,当MnO2投加质量浓度为2.50 g/L时,废水COD去除率比较高,达到77%,相比单独微电解处理体系提高了14.5%,其主要原因是MnO2的加入降低了反应活化能,提高了废水氧化还原能力,而且MnO2本身具有吸附能力,可吸附废水中的污染物,为微电解反应提供反应载体[14, 15]。继续增加MnO2加入量,废水COD去除率开始降低,并且降低速度较快,其主要原因是当MnO2加入量较多时,二氧化锰的存在阻碍了铁和炭的有效接触,微电解反应降低,废水处理效果下降。
2.2 H2O2投加量对处理效果的影响
在pH=3.0,铁炭总质量浓度20 g/L,反应时间40 min,MnO2投加质量浓度为2.50 g/L,铁炭比3∶1条件下,分别加入0.25、0.35、0.45、0.55、0.65、0.75 g/L H2O2进行实验,考察H2O2对微电解处理废水体系的催化作用,结果如图3所示。
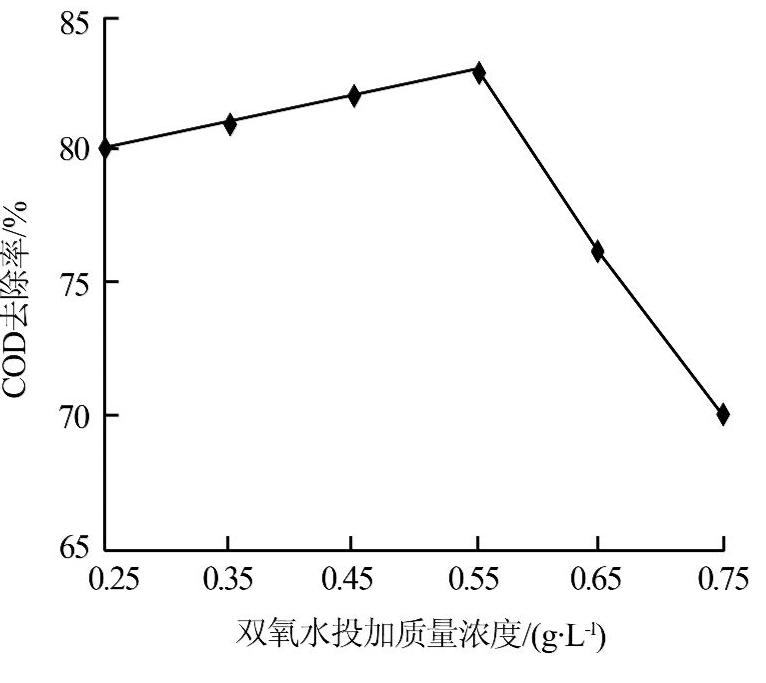
图3 H2O2投加量对废水COD去除率的影响
由图3可知,随着H2O2投加量的增加,废水COD去除率增加,当H2O2投加质量浓度在0.55 g/L时COD去除率达到比较大,为83%。随后继续增加,COD去除率开始下降,其原因是过量的H2O2直接将Fe2+氧化成Fe3++,消耗了H2O2并抑制了·OH的生成,污染物降解率降低。另外,残留的H2O2也会干扰出水COD的测定。实验选择H2O2适宜的投加质量浓度为0.55 g/L。
2.3 铁炭比对处理效果的影响
在pH=3.0,铁炭总质量浓度20 g/L,反应时间40 min,MnO2投加质量浓度2.50 g/L,H2O2投加质量浓度0.55 g/L条件下,调整铁炭比为4∶1、3∶1、2∶1、1∶1、1∶2、1∶3、1∶4进行反应,结果表明,铁炭比对废水COD去除率影响不大,均在80%以上,当铁炭比为1∶1时,产生的原电池数量比较多,效果比较好,废水COD去除率达到比较高,为84%。这是因为铁炭比大时会造成铁屑剩余,剩余的铁屑参加H+的置换反应,增加了无效的铁溶解,且活性炭太少,铁炭床的支撑和孔隙率都降低,容易堵塞和板结,不利于反应器的运行;铁炭比小时,由于铁屑量的减少,使铁屑内部原电池的数量大量减少,铁屑表面也被充分利用与活性炭形成微电池,体系内部微电池数量达到极限,所以增加活性炭的量,处理效果反而会下降。因此,实验选择适宜的铁炭比为1∶1。
2.4 pH对处理效果的影响
在铁炭总质量浓度20 g/L,反应时间40 min,MnO2投加质量浓度2.50 g/L,H2O2投加质量浓度0.55 g/L,铁炭比为1∶1条件下,考察了不同的反应初始pH对处理效果的影响,结果如图4所示。
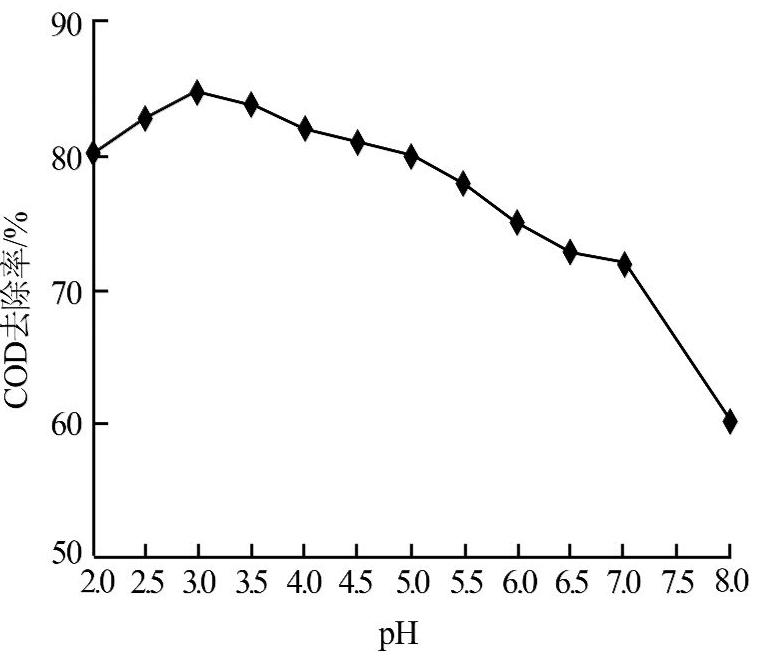
图4 pH对废水COD去除率的影响
由图4可以看出,在酸性条件下,随pH的增加,废水COD去除率增加,在pH=3.0时有比较佳效果。当pH小于3.0时,铁屑与酸反应生成的氢气大量覆盖在铁屑的表面,减小了铁屑的有效表面积,降低了原电池效应,从而使处理效果下降。而且溶液pH过低,会破坏絮凝体,使溶液因Fe2++和Fe3++浓度增大而色度增加。当pH大于3.0时,H+浓度逐渐降低,阴极的反应效果也下降。所以选择适宜的进水pH为3.0。
2.5 反应时间对处理效果的影响
在pH=3.0,铁炭总质量浓度20 g/L,MnO2投加质量浓度2.50 g/L,H2O2投加质量浓度0.55 g/L,铁炭比为1∶1的条件下,考察了反应时间对微电解反应的影响,结果如图5所示。
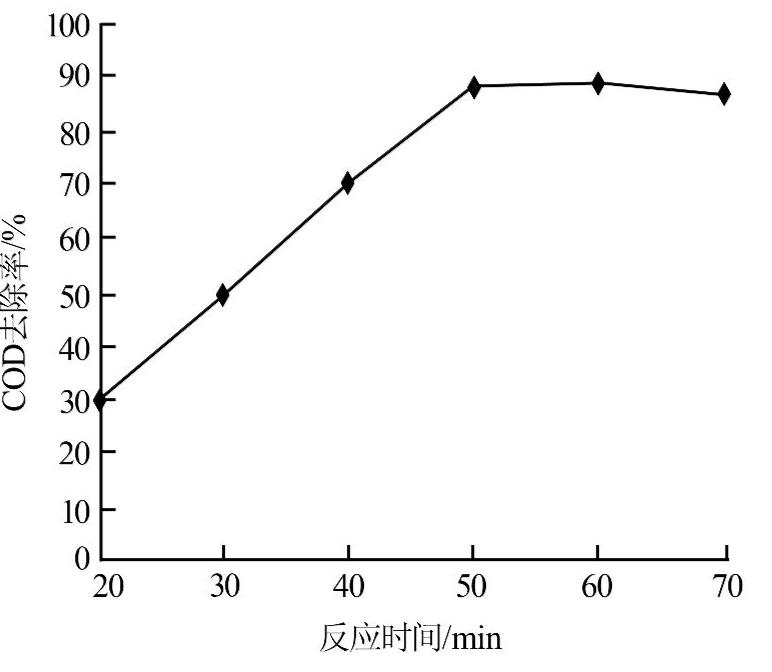
图5 反应时间对废水COD去除率的影响
由图5可知,随反应时间的增加,COD去除率不断增加。在反应进行到50 min时,COD去除率比较高,达到88%。超过50 min后COD去除率基本不再变化,甚至有所降低。其原因是,反应时间延长可使电极反应的产物与废水中污染物进行充分的电化学、吸附及絮凝等作用。但是反应时间过长会使更多的Fe2++被氧化成Fe3++,使色度增加,反应时间过长也会导致废水中沉积物沉积在填料之间的空隙中,覆盖于铁和炭表面,阻碍了两者的接触,抑制反应的进行。而且反应时间的延长,会使反应器的容积增加、建筑面积增加,基建费用和设备投资费用增加。因此将比较佳反应时间定为50 min。
2.6 H2O2—微电解/MnO2处理后出水水质
在适宜的条件下对H2O2—微电解/MnO2处理后的出水水质分析,结果表明,出水COD 870 mg/L,SS为20 mg/L,pH=8.0,氨氮为4.55 mg/L,总磷为0.21 mg/L,BOD5为704 mg/L,BOD5/COD为0.81。处理后COD、SS、氨氮、总磷、BOD5的去除率分别为88%、 98.4%、85%、98%、52%,降低了废水的污染负荷,提高了废水的可生化性,有利于后续进一步生化降解反应处理。具体参见http://www.dowater.com更多相关技术文档。
3 结论
(1)采用微电解体系处理造纸废水,加入MnO2有利于提高废水COD等的去除率,适宜的MnO2投加质量浓度为2.50 g/L。
(2)在微电解/MnO2处理体系中加入H2O2处理造纸废水,可有效提高COD等去除率,但H2O2加入量过大,COD去除率反而降低,适宜的H2O2投加质量浓度为0.55 g/L。
(3)采用H2O2—微电解/MnO2方法处理造纸废水,适宜的反应条件为:pH=3.0,铁炭总质量浓度20 g/L,MnO2投加质量浓度2.50 g/L,H2O2投加质量浓度0.55 g/L,铁炭比1∶1,反应时间50 min。在该条件下出水中COD为870 mg/L,SS为20 mg/L,pH=8.0,氨氮为4.55 mg/L,总磷为0.21 mg/L,BOD5为704 mg/L,BOD5/COD为0.81,为后续生化处理创造了条件。
中天恒远厂家直销!优惠的价格!周到的服务!
水处理产品咨询热线:010-8022-5898 186-1009-4262
