全膜法水处理技术介绍(图文)
将微滤、超滤、反渗透和电去离子(EDI)等4 种膜分离技术有机地组合在一起应用于工业水处理,达到高效去除污染物和脱盐目的技术,称之为全膜水处理技术。近几年,全膜法因在水处理过程中不需酸、碱,操作方便,出水水质好和性能稳定等突出的优点,在许多电厂中得到应用〔1〕。笔者以某电厂锅炉补给水系统为例,就全膜法水处理技术在电厂中的应用做初步分析和探讨。 1 锅炉补给水处理系统工艺 1.1 系统工艺流程 某电厂锅炉补给水处理系统采用全膜法水处理工艺,设计为两套系统,每套系统产水能力为34m3/h,其工艺流程为:机械加速澄清池出水→纤维过滤器→清水箱→清水泵→自清洗过滤器→超滤装置→超滤水箱→超滤水泵→保安过滤器→一级高压泵→一级反渗透装置→一级淡水箱→保安过滤器→二级高压泵→二级反渗透装置→二级淡水箱→二级淡水泵→EDI→除盐水箱→除盐水泵→主厂房。该工程水源为水库来水,水质为:K+ 6.58 mg/L,Na+16mg/L,Ca2 + 17.2 mg/L,Mg2 + 7.0 mg/L,Fe3 + 0.41 mg/L,Al3+ 0.016 mg/L,Cl- 24.6 mg/L,SO42- 7 mg/L,SiO2(全)7.55 mg/L,总硬度70.9 mg/L,COD 5.92 mg/L,悬浮物24,pH 8.48。经机械加速澄清池处理,保证其出水悬浮物≤10 mg/L 后,再进入锅炉补给水处理系统。 1.2 系统工艺特点及运行方式 1.2.1 纤维过滤器 纤维过滤器为MPCF150 孔隙调节型,单台处理能力150 m3/h,过滤器采用韩国晓林产业株氏会社生产的PP 材质纤维丝缠绕滤芯,过滤精度为5 μm。 纤维过滤器运行方式为程控自动运行,在过滤过程中对纤维丝施以回转机具压榨,使其纤维丝纵向之间孔隙变小,水中的悬浮物均被挡住留在纤维丝外,过滤后得到清洁的处理水。当过滤器内被截留的悬浮污物(杂质)增多,处理水量下降,压差达到设定值,自动进入反冲洗过程;反洗时让过滤器的压榨机具放松,使过滤纤维的孔隙在舒张的状态下,用罗茨风机来空气和反洗水合洗,将污物通过排放管排除,然后又自动进入过滤程序。工作原理如图 1 所示。
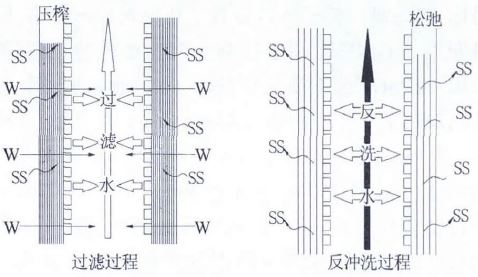
图 1 纤维过滤器运行原理 (1)纤维过滤器在初期运行时,当压差为0.08 MPa时进行自动反洗,反洗压差设定范围为0.05 ~0.12 MPa,反洗压差不能设定过高,设定过高会造成过滤水质恶化、水量减少、排管异常等。设备运行7 个月后,发现当设备压差达到0.05 MPa 前系统出水悬浮物已经超出设计值5 mg/L,对纤维丝进行了人工清洗,反洗改为根据时间自动进行,每70 min自动反洗一次。 (2)在反洗时,采用气水合洗,反洗水量控制为130~150 m3/h,反洗水压力0.15 MPa,反洗进风量为19.5 m3/min,压力为0.05 MPa,进气采用底部进气有两个目的:一是空气擦洗;二是利用空气上升的动力使纤维丝抖动,纤维丝之间产生摩擦,这样黏附的固体就比较容易去掉。擦洗过程中,纤维丝为脉冲式的放松和旋紧,持续放松25 s 后旋紧纤维丝5 s,再放松纤维丝25 s,运行初期,放松、旋紧过程为4 次,运行7 个月后放松、旋紧过程为7~8 次。 1.2.2 超滤系统 超滤系统运行方式为错流过滤,配置为两套,每套处理能力为56 m3/h,系统回收率≥95%,每套超滤装置的核心部分为15 支荷兰NORIT 公司生产的Aquaflex SXL225 FSFC 中空纤维膜组件。 超滤系统的启动、运行、冲洗、停机备用等过程均由超滤PLC 实现自动控制。原水在中空纤维的内部流动,而产水则是在原水流经膜的过程中逐渐由内壁向外壁透过(称为内压式),收集后,成为超滤产水从产水端排出。超滤运行过程中控制膜过滤压差(TMP)小于0.08 MPa,TMP 比较大不能超过0.10 MPa否则会导致在膜的表面形成无法反洗掉的污垢。超滤运行一段时间后被截留的悬浮物、细菌、大分子有机物、胶体等就堆积在纤维内表面,此时膜的进水侧与产水侧的压差会逐渐增加,需要进行水力清洗。 (1)系统设定每运行30 min 后进行一次水力清洗,水力清洗主要分为正冲擦洗和反洗,正冲擦洗控制正冲流量为56 m3/h,压缩空气压力为0.1 MPa,空气流量为150 m3/h,时间为10 s,反洗过程中控制流量为240 m3/h,TMP 小于0.25 MPa,时间为30 s,反洗时间要保证能够将所有污物不仅仅是清除出膜组件,而且要保证清除出膜系统。 (2)为了清除水力清洗无法除去的所有污物,在系统进行水力清洗30 个周期后,进行一次化学加强反洗,化学加强反洗分为碱洗(NaOH+NaClO)和酸洗(HCl),碱洗的目的主要除去有机物,酸洗的目的主要除去金属氧化物,运行过程中3 次碱洗后进行一次酸洗,碱洗过程中控制pH 为12,NaClO 质量浓度为200 mg/L,酸洗过程中控制pH 为2,整个化学加强反洗过程中控制流量为120~150 m3/h,同时注意控制TMP 不能超过0.25 MPa。 (3)预处理系统运行结果如表 1 所示。
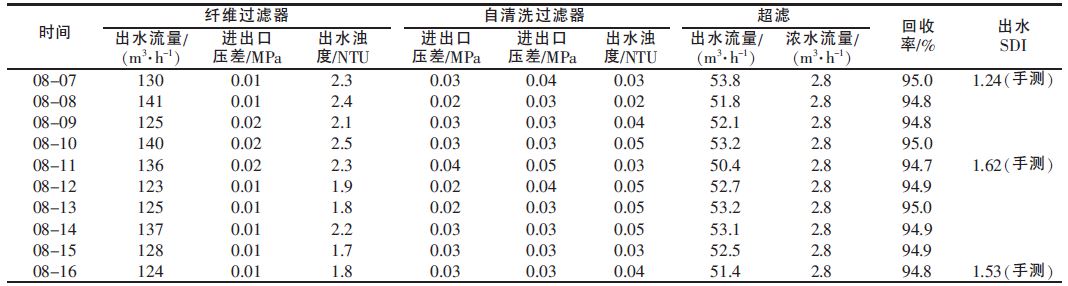
表 1 预处理系统运行结果 注:以2012-08-07~2012-08-16 十天运行数据为例。 由表 1 可见,预处理系统出水浊度为0.02~ 0.05 NTU,SDI<2,完全满足反渗透入水要求。 1.2.3 反渗透系统 反渗透脱盐系统由两级膜处理装置组成,一级反渗透装置设置2 个系列,每列产水量42 m3/h,每列配置60(6:4 排列)支陶氏BW30-400 型聚酰胺复合膜元件,系统设计脱盐率≥97%,回收率为75%。二级反渗透装置设置2 个系列,每列产水量36 m3/h,每列配置36(4:2 排列)支陶氏BW30-365 型聚酰胺复合膜元件,系统设计脱盐率≥99%,回收率为85%。一、二级保安过滤器滤元过滤精度均为5 μm。 反渗透脱盐系统的运行和监控由PLC、仪表、计算机系统和工艺流程模拟屏执行。系统运行过程中高压泵启动时,为了防止高压水源直接冲击膜元件,造成膜元件的破裂,高压泵出口电动慢开门逐渐打开,使膜系统水压逐渐稳定升高,同时加药泵自动启动(一级反渗透入口加还原剂和阻垢剂,二级反渗透入口加NaOH),反渗透系统正常运行时,给水/ 浓水流沿着反渗透膜表面以一定的流速流动,污染物很难沉积下来,但是如果反渗透系统停止运行,这些污染物就会立即沉积在膜的表面,对膜元件造成污染。所以在反渗透系统停运前设置了自动冲洗,利用干净水对膜元件表面进行停运冲洗,以防止这些污染物的沉积。一级反渗透冲洗流量为56 m3/h,二级反渗透冲洗流量为45 m3/h,冲洗时间为10 min。 (1)运行过程中控制反渗透入口压力为1.0 MPa,同时注意保安过滤器进出口压差小于0.2 MPa,若大于0.2 MPa 需要更换滤芯。同时运行中注意控制产品水的压力永远不会超过给水或浓水的压力。 (2)为了保证高压泵安全运行,高压泵运行过程中设置了入口压力低和出口压力高保护,当低压信号或高压信号触发保持3 s 后,高压泵自动停止,设置值为压力低≤0.1 MPa,压力高≥1.8 MPa。
(3)反渗透膜虽然能够承受短期的氯和次氯酸根的攻击,但若连续接触将会破坏膜的分离能力,由于氧化性破坏引起膜性能的下降,反渗透膜入口余氯的含量一般要求控制<0.1 mg/L,为了防止游离氯超标,在一级反渗透入口设置了还原剂加药管路,同时安装了ORP 表,用于控制和调整加药量,还原剂采用NaHSO3,药剂质量分数为10%,通过加药装置控制加药量。当ORP 表显示≤150 mV 时,停止加药泵;当150 mV (4)在二级反渗透入口设置了加碱系统,投加的碱液为质量分数20%的NaOH,质量浓度过高pH 不好调节,控制二级反渗透入口pH 为8.3 左右。主要有以下两个目的:,由于反渗透膜对水中CO2的透过率几乎为100%,而从碳酸的电离度与水中pH的关系中可见,当pH 约为8.3 时溶液中几乎只含有HCO3-,这样HCO3-通过反渗透系统全部去除,间接实现了去除CO2的目的,提高反渗透的脱盐率。第二,当pH <8 时,溶解硅以硅酸的形式存在,如硅酸的浓度超过其溶解度,硅将沉积出来;当水的pH>8时,硅的溶解度增加,此时,硅酸电离为硅酸根SiO32-,为防止硅在膜表面沉积,需保证二级反渗透进水pH 在8.0 以上〔2〕。 (5)反渗透系统运行结果如表 2、表 3 所示。
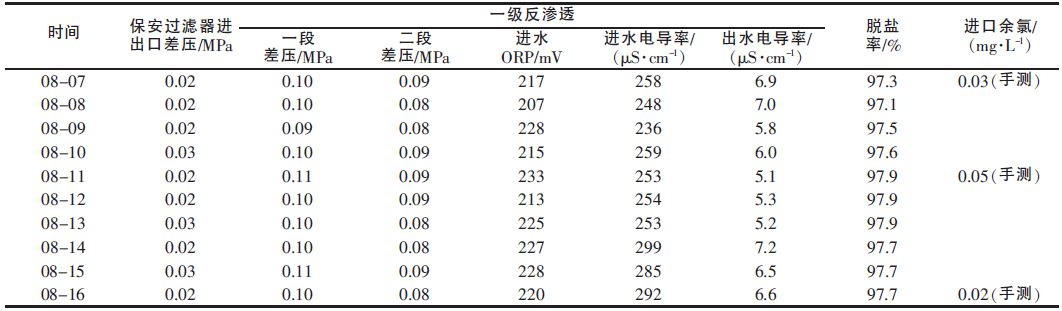
表 2 一级反渗透运行结果 注:以2012-08-07~2012-08-16 十天运行数据为例。
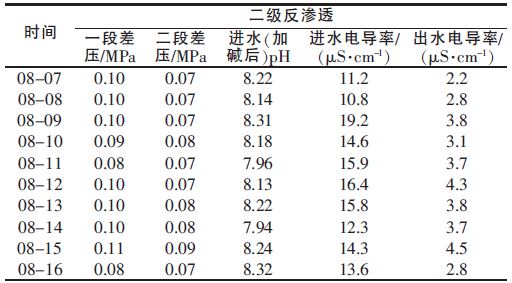
表 3 二级反渗透运行结果 由表 2、表 3 可见,一级反渗透出水电导率为5.1~7.2 μS/cm,脱盐率≥97%;二级反渗透虽然脱盐率不高,但产水电导率一直保持在≤5 μS/cm,出水水质稳定。 1.2.4 EDI 系统 EDI 系统设置2 个系列,每列产水量为34 m3/h,每列配置11 块GE E-CELL MK-3 系列EDI 模块,回收率为95%。EDI 运行采用自动控制,工作过程如图 2 所示。
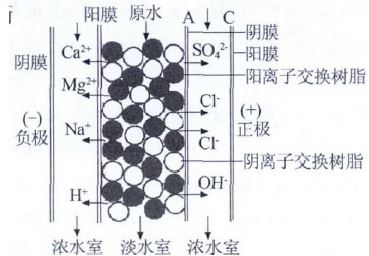
图 2 EDI 运行原理 由图 2 可见,工作过程一般分为三个步骤: (1)淡水室中的离子交换树脂对水中电解质离子的交换作用,去除水中的离子;(2)在外电场作用下,水中电解质沿树脂颗粒构成的导电传递路径迁移到膜表面并透过离子交换膜进入浓水室;(3)树脂、膜与水相接触的扩散层中的极化作用使水解离为H+和OH-,除部分参与负载电流外大多数对树脂起再生作用。离子交换、离子迁移、电再生相伴发生、相互促进,实现了连续去除离子的过程〔3〕。 (1)EDI 启动时,为了防止水锤导致的严重损坏,EDI 给水泵设计为变频泵,给水压力和流量缓慢上升至运行压力和流量的时间为1.5 min。同时启动和运行过程中设置了产品水、浓水和极水低流量保护,当3 个流量低信号其中任何一个触发并保持3 s,EDI 模块自动断电,保护值为产品水流量≤27.5m3/h,浓水流量≤2.2 m3/h,极水流量≤660 L/h。运行过程中每个模块电压控制为60~65 V,电流为2~3 A。 (2)因为EDI 模块系统为直通逆流设计,即淡水及极水进口设置在模块底部,出口都设置在顶部,极水流由淡水流进口供给,浓水进口设置在模块顶部,因此运行过程中,为了防止浓水窜入产品水,通过控制浓水进口阀来调节浓水进口与淡水出口之间的压力差,严格控制淡水产水压力至少比浓水进口压力大0.035 MPa,EDI 系统示意如图 3 所示。
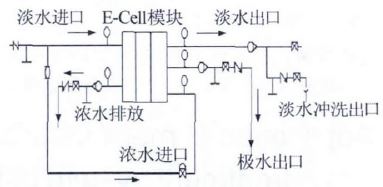
图 3 EDI 系统示意 (3) EDI 运行结果如表 4 所示。
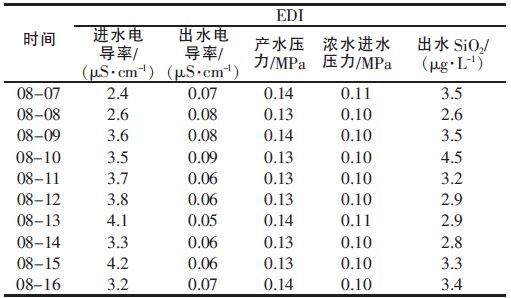
表 4 EDI 运行结果 由表 4 可见,EDI 系统出水电导率≤0.10 μS/cm,SiO2≤5 μg/L。由运行结果可见,全膜法水处理技术出水完全能满足电厂锅炉补给水水质的要求。 3 全膜法工艺及经济性评价 与传统的离子交换法相比,全膜法水处理工艺有以下优点:(1)无酸碱废液排放,对环境无污染。(2)系统简单、占地面积少,安装、运行操作和维护工作量小。(3)系统运行稳定,连续制水能力强,不需单独再生。(4)水的回收率高,当进水硬度小于0.02mmol/L 时,回收率可达90%~95%〔4〕。 全膜法装置运行费用包括电耗、水耗、药剂费及设备折旧等费用,其中设备一次性投资约略高于传统离子交换处理方式,每产1 t 水,水费以1.5 元计,电费以1.0 元计,药剂费计0.25 元,人工费计1.5 元,总运行费用为4.25 元/t,以每年运行6 500 h 计算,年运行费用为187.85 万元〔5〕。和同规模的离子交换处理技术(阳床+阴床+混床)相比,省去了酸碱消耗,可少用盐酸650 多t,同时省去了再生用水、废水处理和污水排放等费用,运行费用明显降低,约一年即可收回一次性投资差额,另外与同等产水量的离子交换系统相比,厂房面积可节约40%,厂房高度可降低1/3。具体参见http://www.dowater.com更多相关技术文档。 4 结论
全膜法水处理技术在电厂中应用,其出水水质稳定优良,出水电导率小于0.1 μS/cm,含硅量小于5 μg/ L,完全能满足电厂锅炉补给水水质的要求。与传统的离子交换处理技术相比,全膜法因其独特的技术特点在电厂中应用将会越来越广泛。 中天恒远厂家直销!优惠的价格!周到的服务! 水处理产品咨询热线:010-8022-5898 186-1009-4262 (责任编辑:李德馨) |