正渗透膜水处理技术介绍(图文)
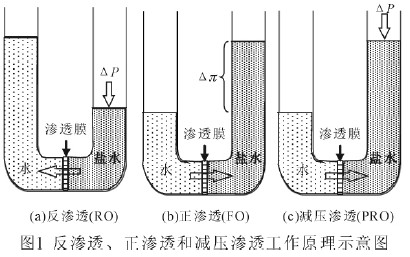
正渗透(Forward osmosis, FO)是近年来发展起来的一种浓度驱动的新型膜分离技术,它是依靠选择性渗透膜两侧的渗透压差为驱动力自发实现水传递的膜分离过程,是目前世界膜分离领域研究的热点之一。相对于压力驱动的膜分离过程如微滤、超滤和反渗透技术,这一技术从过程本质上讲具有许多独特的优点,如低压甚至无压操作,因而能耗较低;对许多污染物几乎完全截留,分离效果好;低膜污染特征;膜过程和设备简单等。在许多领域,特别是在海水淡化、饮用水处理和废水处理中表现出很好的应用前景。 作为一种新型的技术,近年来,以美国、以色列和新加坡为代表的国家投入大量资金进行研究,并且取得了阶段性成果。而国内的研究刚刚起步,还未见相关的应用报道。虽然国内近两年开始有文章介绍这一技术,但是都不够系统或准确。针对以上情况,本文就正渗透膜技术在水处理中的应用进展作以综述。 1 原理与特点 1.1 基本原理 Lee 等(1981)[1]较早地概况总结了反渗透(RO)、正渗透(FO)和减压渗透((Pressure Retarded Osmosis,PRO)过程的工作原理,如图1 所示。在RO 过程中,水在外加压力作用下从低化学势侧通过渗透膜扩散至高化学势侧溶液中( Δπ<ΔP),达到脱盐目的。正渗透过程刚好相反,水在渗透压作用下从化学势高的一侧自发扩散到化学势低的一侧溶液。而减压渗透可认为是反渗透和正渗透的中间过程,水压作用于渗透压梯度的反方向,水的净通量仍然是向浓缩液方向。这三个过程可以用下式来描述:Jw=A(σΔπ-ΔP);式中Jw—水通量;A—膜的水渗透性常数;σ—反扩散系数;Δπ—膜两侧的渗透压差;ΔP—膜两侧的压力差。
1.2 技术特点 如上所述,正渗透不同于压力驱动膜分离过程,它不需要额外的水力压力作为驱动力,而依靠汲取液与原料液的渗透压差自发实现膜分离。这一过程的实现需要几个必要条件:(1)可允许水通过而截留其他溶质分子或离子的选择性渗透膜及膜组件;(2)提供驱动力的汲取液;(3)对稀释后的汲取液再浓缩途径。 早期关于正渗透过程研究均采用反渗透复合膜[2-4],发现膜通量普遍较低,主要原因是复合膜材料的多孔支撑层产生了内浓差极化现象,大大降低了渗透过程的效率。20 世纪90 年代,Osmotek 公司(Hydration Technologies Inc.(HTI)公司前身)开发了一种支撑型高强度正渗透膜,已被应用于多种领域,是目前比较好的商业化正渗透膜[5]。正渗透膜组件形式主要有:板框式、卷式、管式和包式。各种组件形式各有优缺点,如板框式具有结构简单,易装填的优点,但又存在密封和完整性检查困难的缺点。因此应根据不同的应用领域选择合适的膜及膜组件。近年来,许多研究致力于发展高性能的正渗透膜及组件[6-7],取得了一定成果。 汲取溶液是具有高渗透压的溶液体系,由溶质和溶剂(一般是水)组成。如果驱动溶液中的溶质可以通过简单、低能耗的方法分离后循环利用,那么正渗透过程就能够形成一个封闭的循环体系。文献中报道过的驱动溶质主要有:盐类如NaC1、MgC12、A12(SO4)3、NH4HCO3 等[8-10],糖类如葡萄糖、果糖等[11],和气体如SO2 等[12]。其中应用较普遍的溶质是NaCl,因为它溶解度高并且其溶液很容易通过RO 过程再浓缩。值得一提的是,McCutcheon 等[10]采用NH4HCO3 为溶质,通过简单热挥发冷凝的方法实现产品水的分离和溶质的循环利用。 正渗透膜技术是相对于反渗透技术而提出来的,与反渗透技术相比较,正渗透技术具有得天独厚的优势:独有的驱动液体系,不需要外界的压力推动分离过程,能耗低;材料本身亲水,没有外加压力推动,可以有效防止膜污染;在脱盐过程中,回收率高,没有浓盐水的排放,实现零排放,是环境友好型技术。发展到现在,正渗透技术已不仅仅限于海水淡化领域的应用,其应用范围已经拓展至水净化、废水处理及食品医药等领域。本文主要探讨在水处理中的应用进展。 2 在海水淡化中的应用 利用海水淡化技术从海水中制取饮用水已成为人们取得淡水的一种重要手段。目前,世界上装机应用的海水淡化方法主要有反渗透(RO)、多级闪蒸(MSF)、多效蒸发(MED)和压汽蒸馏(VC)等。RO 和MSF 方法是目前海水淡化的主导技术。尽管20 世纪六七十年代就有采用正渗透技术进行海水淡化的探索,并有相关专利问世[8, 12]。但遗憾的是,其中大部分专利技术不够成熟,可行性不强。正渗透方法在学术和工业界都无法与反渗透技术相提并论。 近年来,能源和环境危机将正渗透推向舞台,相关的研究报道日渐增多。表1 总结了文献可查的大部分应用。 表1 正渗透在海水淡化中的应用
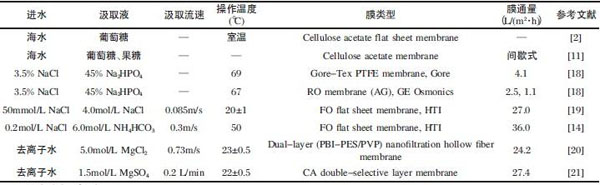
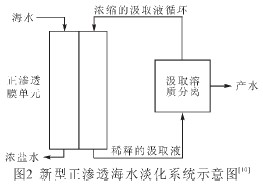
注: 均为实验室小试规模。 从表1 可以看出,所有的应用还只停留实验室规模,早期的膜存在通量小的问题,而采用HTI 公司的膜和新研制的膜可以达到较高的膜通量。这些研究表明,采用正渗透技术进行海水淡化在技术上是可行的。需要着重说明的是,近四年来,美国耶鲁大学的Elimelech 课题组在这方面做了许多有意义的研究探索[10, 13-16]。他们采用HTI 公司商品化的正渗透膜和NH4HCO3 汲取液,通过柱蒸馏或膜蒸馏的方法进行汲取液的浓缩,工艺流程如图2 所示。结果表明,盐截留高于95%,水通量大于25L/(m2·h),整个FO 过程电能消耗为0.25kWh/m3,低于目前脱盐技术的电能消耗,显示出很好的应用前景。目前他们已开发了中试规模的装置用于海水淡化[17]。这些研究极大推动了正渗透技术在海水淡化中的应用进程。
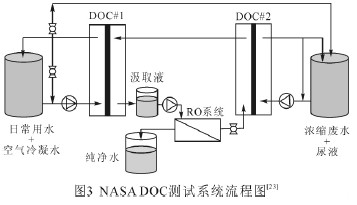
3 在水净化中的应用 3.1 生命支持系统 空间站和星际旅行都需要对水进行处理和循环利用。太空任务中可回收的水源有日常用水,尿液和空气水分。美国宇航局(NASA)联合Osmotek 公司开发了直接渗透浓缩系统,即DOC 系统用于太空任务中的水处理和循环利用[22-23]。比较初的DOC 测试系统处理流程如图3 所示,包括一个反渗透处理系统和2 个DOC 预处理子系统,一个是正渗透过程、另一个是正渗透与膜蒸馏结合过程(用于分离尿素和尿酸类物质),采用氯化钠驱动溶液将废水浓缩后,利用反渗透从稀释的汲取液中分离得到纯净水。
DOC 系统的研发和优化经历了三个阶段[24]。阶段(1994-1999 年)主要完成系统的设计、搭建和基本功能的测试;第二阶段(2002~2004 年)完成对系统全面的测试和操作条件的优化,主要工作由内华达大学完成;第三阶段(2004-2007 年)在前两个阶段的基础上对系统进行了优化设计,建立了新的系统模型。在这一过程中,发现HTI 公司的CTA 膜比商业化的RO 膜性能好很多,这主要是因为CTA 膜独特的膜结构显著降低了内浓差极化。能耗方面,在大多数操作条件下,系统能耗低于30kWh/m3。对系统的进一步优化目前正在进行中。 3.2 Hydration 水提取膜包 Hydration 水提取膜包是目前仅有的几个正渗透技术商业化应用之一。当饮用水缺乏时用于从脏水中获得饮用水。其结构如图4 所示,由正渗透膜做成一个密封的包,里面放有可食用的汲取溶液(糖类和饮料粉未)[25]。当把这种膜包浸入脏水中时,水在渗透压作用下扩散进入膜包,稀释的汲取溶液就是可饮用的水溶液。由于这一过程不需要外加能源,得到的水没有生物和外在有机物的污染,特别适用于野外救生和军事应用。

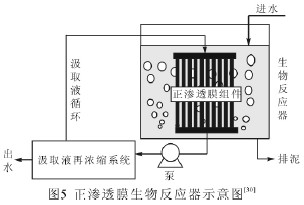
4 在废水处理中的应用 4.1 工业废水浓缩 比较早关于应用正渗透技术处理工业废水的可行性研究报道发表于1974 年[26]和1977 年[27],其目的是使用这种低能耗的过程处理微重金属污染的工业废水。他们采用序批式系统,以商业化的醋酸纤维RO膜为膜单元,以合成海水为汲取液,来浓缩含低浓度铜或铬离子的水,具有一定的可行性。但由于膜通量非常低(0~4.5L/(m2·h)),盐的截留率也不太理想,没有开展进一步的研究。 4.2 垃圾渗滤液浓缩 垃圾渗滤液主要来源于垃圾填埋场降水和垃圾本身的内含水,是一种成分复杂的高浓度的有机废水,若不加以处理而直接排入环境,会造成严重的环境污染。主要的污染物质分4 种类型:有机物、溶解性重金属离子、有机和无机氮类化合物、以及溶解性固体物质(TDS)。垃圾渗滤液毒性强、可生化性差,因此生物处理效率不高,而其他的处理方法一般对TDS去除率不高。 1998 年,Osmotek 公司建立了一套中试规模的FO 系统用于浓缩垃圾渗滤液[28]。该系统采用Osmotek的CTA 膜,以NaCl 为汲取液,对污染物截留率高,出水产率可以达到94%~96%。并且在处理原垃圾渗滤液时,膜通量没有明显降低。在此基础上,Osmotek 公司建立了大型装置处理垃圾渗滤液,平均产水率达到91.9%,比较终出水平均电导率为35μS/cm[28]。表明正渗透技术处理垃圾渗滤液是较理想的处理方法。 4.3 污泥消化液浓缩 废水生物处理厂产生大量的剩余污泥,一般采用厌氧消化来处理剩余污泥,产生的污泥消化液具有氮、磷、重金属和有机污染物高,色度和固体含量高的特点,需要浓缩和进一步的处理。采用FO 系统处理这类废水目前已有报道。Holloway 等[29]设计了FO 和RO组合系统处理污泥消化液。采用如下流程:污泥消化液先经过150 目格栅预处理,再经过采用三醋酸纤维FO 膜,以NaCl 为汲取液的FO 系统,比较后稀释的汲取液通过RO 系统获得出水。由于系统很高的污泥浓度,在运行过程中,膜通量明显下降,需要进行膜清洗恢复膜通量。系统对磷酸盐、氨氮和凯氏氮的截留率分别为99%、87%和92%,几乎完全截留色度和恶臭物质,浓缩干化的污泥消化液可用作肥料。 4.4 正渗透膜生物反应器 膜生物反应器(MBR)是膜分离技术与生物技术有机结合的新型水处理技术,与传统活性污泥法相比,具有出水水质好、设备占地面积小、活性污泥浓度高、剩余污泥产率低和便于自动控制等优点,是比较有前途的废水处理新技术之一。传统MBR 系统采用的膜均为压力驱动型膜如超滤、微滤膜,目前制约MBR技术广泛应用的瓶颈是膜污染问题。 正渗透由于过程本身具有低压、低能耗和低污染的特点,从理论上讲适合于作为膜生物反应器中的膜过程。这方面的探索目前刚起步,文献可查的只有2处报道。Achilli 等[30]等发展了如图5 所示的一套正渗透膜生物反应器系统处理高浓度人工配水,对有机物和氨氮的去除率分别为99%和98%。运行过程中,膜通量较高,膜污染较轻并可通过对膜面反冲洗进行有效控制。Cornelissen 等[31]发展了类似的系统并着重研究膜污染过程,发现可逆的和不可逆的膜污染均没有明显发生。这些研究表明,正渗透膜生物反应器可作为传统膜生物反应器的替代技术,具有显著优势和广泛应用前景。
5 结语 综上所述,正渗透膜过程,相对于压力驱动的膜过程,具有低压操作、低能耗和低污染的显著优势,在水处理领域已得到了一定的应用。国内目前还未见相关的应用报道,主要的进展是由高从阶和徐南平院士带领的团队得到了2009 年国家重大基础研究973 项目的支持。尽管目前的应用还不是很多,这一技术已表现出潜在应用价值和非常好的应用前景。但要大范围推广应用正渗透技术,特别是在我国应用这项技术,目前仍存在许多难题有待研究。主要有:(1)现有的正渗透膜性能较差,品种稀少。(2)缺少经济高效的汲取液体系和汲取液再浓缩途径。(3)缺乏经验参数。具体参见http://www.dowater.com更多相关技术文档。
由于对正渗透技术的研究不多,尤其是在国内,所以存在实际水处理应用经验参数缺乏的问题,这就要求大量的实验支持。鉴于此,今后的研究和应用应从以上方面着手,这些方面的突破将极大推动正渗透技术在水处理中的广泛应用,促进新一代水处理工艺的出现和发展。 中天恒远厂家直销!优惠的价格!周到的服务! 水处理产品咨询热线:010-8022-5898 186-1009-4262 (责任编辑:李德馨) |