线路板油墨废水深度净化方法
在线路板生产中,网印、显影、剥膜等工序会产生一定量的超高浓度油墨废水,该类废水一般呈碱性,有机物含量高、成分复杂、可生化性差。目前,实际处理油墨废水的方式有两种:一是直接转移给有资质的危废处理公司;二是酸沉法预处理后沉渣作为危废转移,清液混入综合废水进一步处理。相对来说,直接转移的成本较高,故大部分企业采用了第二种处理方式。不过,2008年推出的《电镀污染物排放标准》(GB21900-2008)对涉电镀企业的废水处理提出了更高的要求,尤其是其中的表3标准给企业带来了巨大的压力,目前的处理工艺基本无法满足该标准的要求。笔者提出一种基于高级氧化、膜技术与吸附的组合技术,用于油墨废水的处理,通过中试实验考察了其工程应用的可行性,以推动电镀废水处理技术的发展。 1实验材料与方法 某线路板生产厂的油墨废水主要来源于显影、脱膜等工序(如油膜、绿油、清洁剂、膨松剂溶液及其后的清洗水、除油剂溶液、除胶溶液、丝印等),实测的废水水质:pH为12~13,COD10850~15800mg/L,TP2.7~3.6mg/L,氨氮70~90mg/L,TN1000~2000mg/L,SS114.1~137.4mg/L,Cu18.91~22.77mg/L,Pb3.29~7.56mg/L,Cr0.35~0.62mg/L,Ni0.19~0.30mg/L。 中试实验在企业内进行,处理规模为5m3/d。其中涉及了Fenton氧化、电絮凝、MF、MBR和活性炭吸附等技术,工艺流程如图1所示。
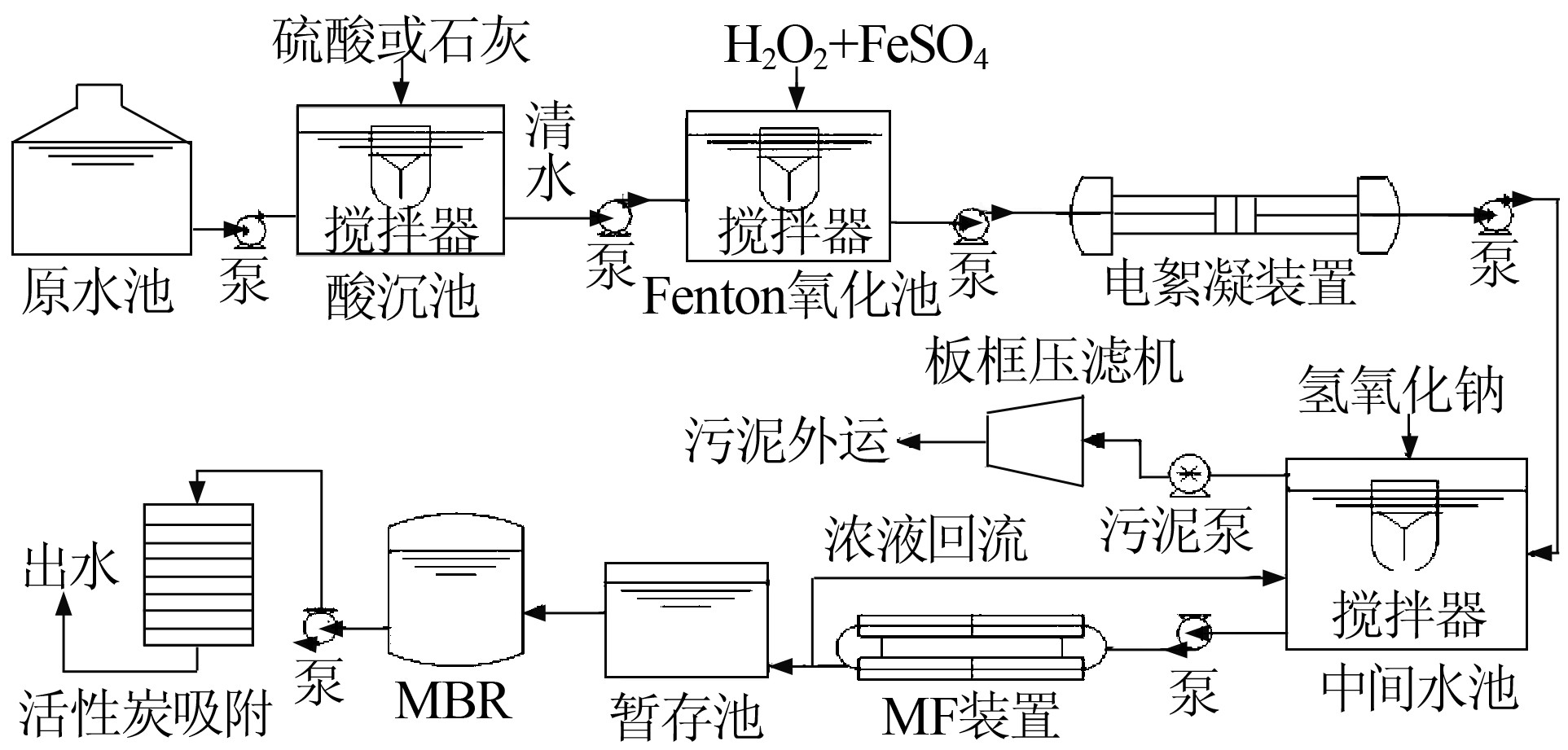
由图1可见,油墨废水首先在酸沉池中投加硫酸或石灰,调节pH,使油墨絮体沉淀分离,沉淀池表面负荷为0.75m3/(m2•h);然后进入Fenton氧化池,投加H2O2和FeSO4,进行Fenton氧化,H2O2投加量约110mmol/L,[Fe2+]∶[H2O2]=1∶10,反应时间20min;其后废水进入电絮凝装置,该装置利用高频脉冲电源,在电流150A,电压15V的条件下,同时产生氧化、絮凝与气浮的效果,一方面可以强化重金属等污染物的分离,进一步提高废水的可生化性,另一方面可以有效减轻后续微滤膜的污染,反应时间15min;电絮凝之后废水进入中间水池中,投加碱将pH调至中性,然后进入管式微滤膜(POREX,PVDF,孔径0.1μm,过滤压力0.1MPa,切向流速1m/s),浓液回流至中间水池沉淀分离;透过液进入MBR,MBR采用聚丙烯中空纤维超滤膜,孔径0.1μm,容积负荷为1kg/(m3•d),MLSS为6000~8000mg/L,HRT为24h,膜通量0.1m3/(m2•d)。实验中发现MBR出水仍然满足不了(GB21900—2008)的要求,故在MBR之后增加了活性炭吸附环节,活性炭投加量0.8g/L,吸附时间25min。实验中需检测的项目有COD、氨氮、TN、TP、pH以及Cu、Pb、Cr、Ni等,检测方法均为标准方法。 2结果与讨论 2.1COD的去除效果 系统连续运行期间,原废水COD为8000~18000mg/L,经过酸沉、Fenton氧化、电絮凝、TMF过滤和MBR等工序后,COD去除率达到85%~90%,进一步吸附后COD的质量浓度降低至50mg/L以下。 系统运行时各工序对废水中COD的去除效果如表1所示。

由表1可见,酸沉工序主要去除不溶性油墨,其COD去除率约为65.68%;Fenton氧化在系统的作用主要是提高废水的可生化性〔4〕,其COD去除率为12.07%;电絮凝一方面提高MF的过滤效果,另一方面可减轻膜污染〔5〕,其COD去除率仅为3.09%;TMF对COD的去除率达到40%左右;MBR的COD去除率达到90%,活性炭的COD去除率约为70%。 2.2氨氮和TN的去除效果 废水中氨氮和TN的去除效果如图2>所示。
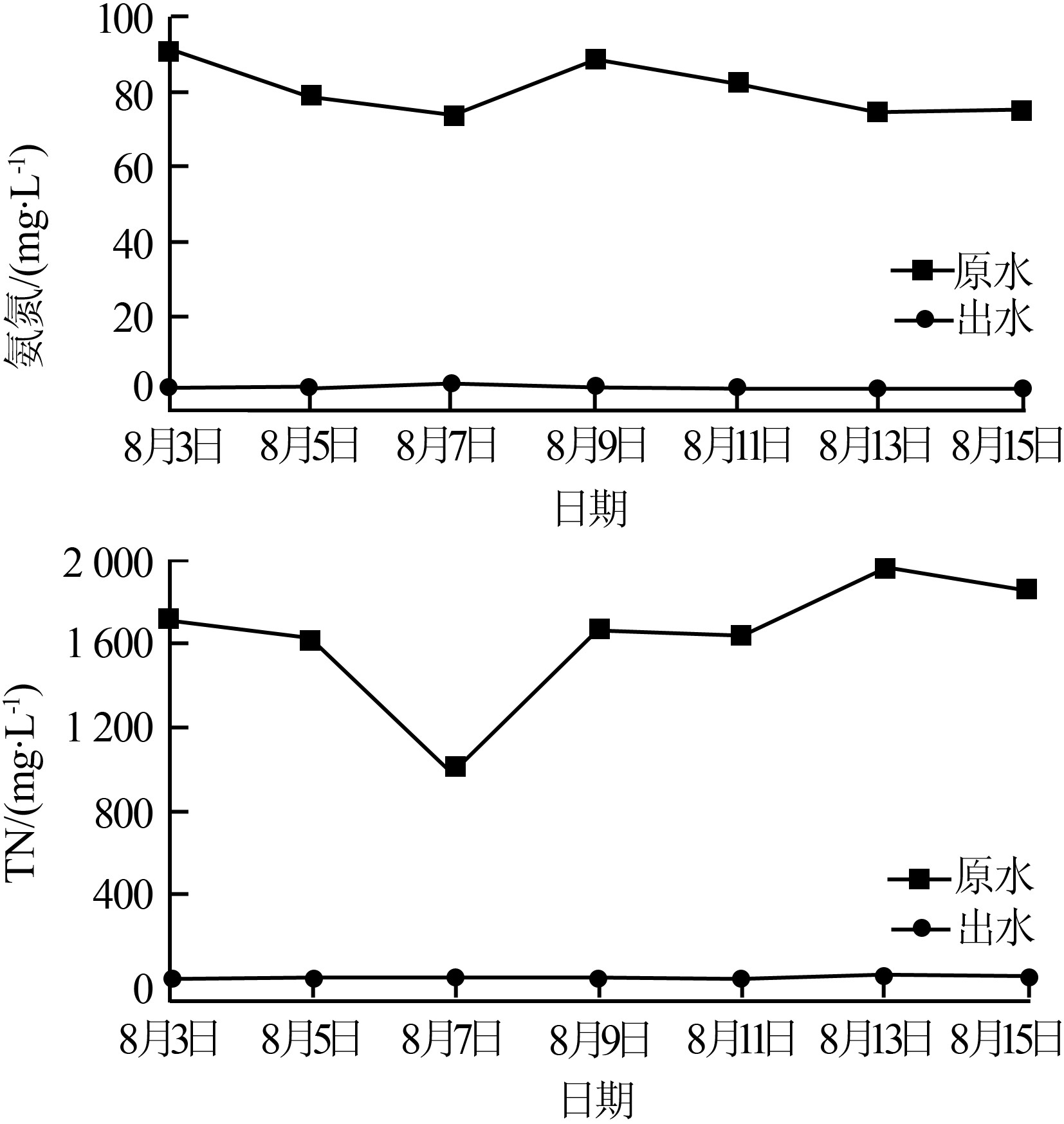
由图2>可见,氨氮和TN的初始质量浓度分别为70~90mg/L和1000~2000mg/L,经过酸沉、Fenton氧化、电絮凝、TMF过滤、MBR和吸附等工序后,去除率均达到95%以上。 系统中不同工序的氨氮和TN去除效果如表2所示。

由表2可见,废水氨氮只占TN的5%左右,经酸沉工序,TN下降了约50%,而氨氮下降了43.17%,说明更多的氮成分存在于可酸沉的油墨颗粒中。Fenton氧化和电絮凝处理之后,废水中的TN只略有下降,可能是含氮成分的挥发所致,而氨氮质量浓度却会升高,尤其是电絮凝之后,氨氮升高到比较大值约140mg/L,表明油墨中的部分TN会从有机氮转化成氨氮。TMF过滤可将TN去除到200mg/L以下,氨氮降到50mg/L左右。MBR处理则能有效去除TN和氨氮,出水TN和氨氮分别为21.4、1.6mg/L,这一结果与很多研究一致,其原因是MBR中高浓度的污泥絮体内部会产生缺氧脱氮的效果〔6〕。进一步吸附之后,氨氮小于8mg/L、TN小于15mg/L,出水水质能够达到(GB21900—2008)表3标准的要求。

2.3TP的去除效果 废水中TP的去除效果如图3>所示。
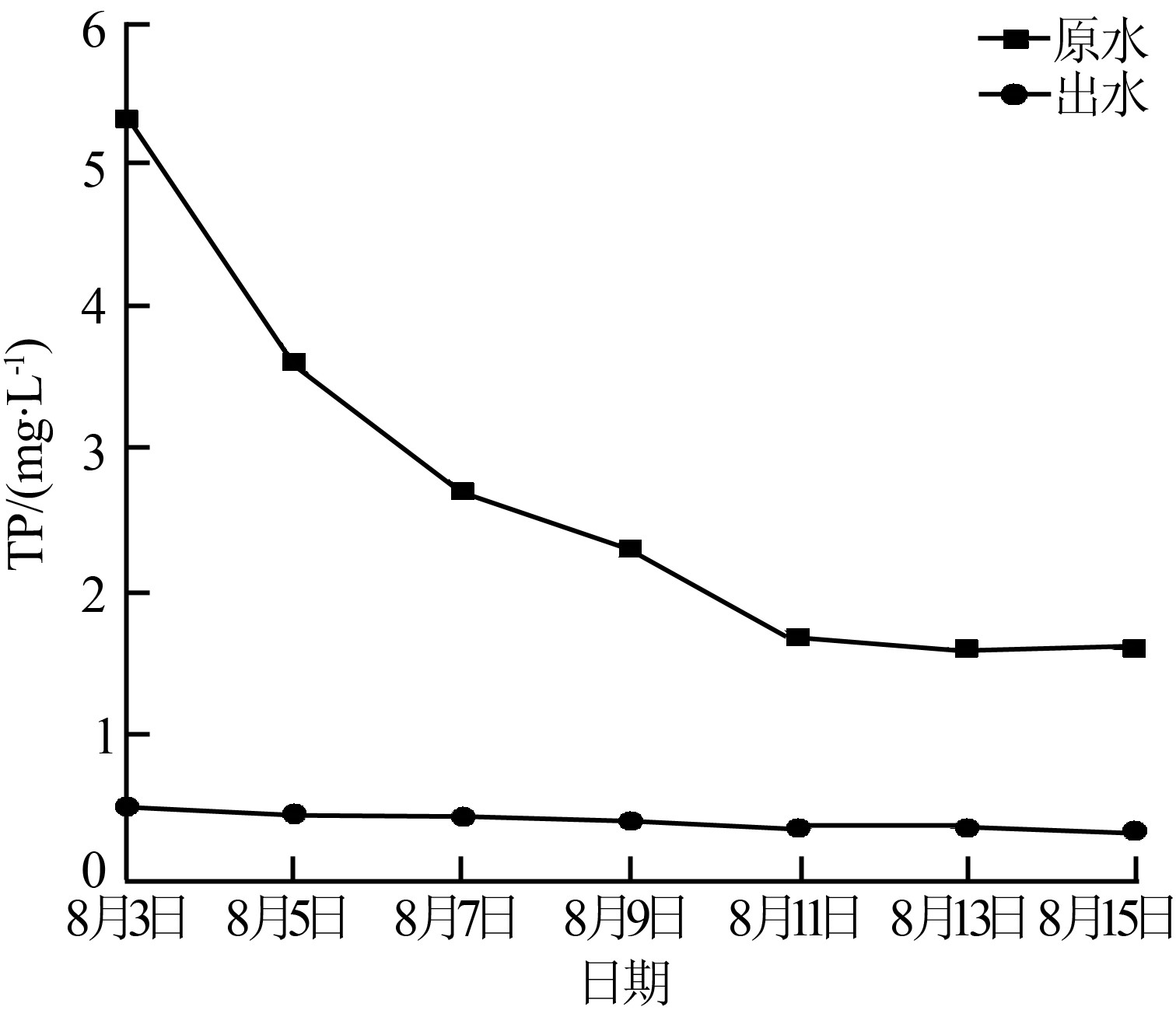
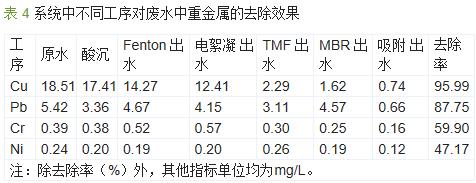
由图3>可见,组合工艺对废水中TP的去除率达到78%~90%。不同工序对TP的去除效果如表3所示。 由表3可见,工艺中对TP去除起主要作用的工序是TMF过滤,其去除率约为58%。经过MBR和吸附处理后,废水中TP质量浓度小于0.5mg/L,达到(GB21900—2008)表3标准的要求。 2.4重金属的去除效果 对于涉电镀的企业来说(GB21900—2008)表3标准中对重金属给出较低的标准值,确保重金属达标也是研究的主要目的之一。笔者工艺对Cu、Pb、Cr和Ni的去除效果如表4所示。 由表4可见,废水经过酸沉、Fenton氧化、电絮凝工序后,重金属略有降低。经过TMF固液分离系统后,Cu的去除效果比较好,去除率达到87%。经过MBR生化处理后,废水中重金属Cu、Pb、Cr、Ni的质量浓度分别减少至0.74、0.66、0.25、0.19mg/L,再进一步吸附后,4种重金属的去除率分别达到95.99%、87.75%、59.90%、47.14%,其出水浓度均达到(GB21900—2008)表3标准的要求。具体参见http://www.dowater.com更多相关技术文档。
2.5主要经济指标 该工艺处理量约40m3/d,电耗约4.65元/m3,投加的药剂主要有H2SO4、NaOH和活性炭,药剂费约3.32元/m3,合计7.97元/m3。组合工艺中活性炭投加量为0.5kg/m3,工艺污泥产生量为0.75kg/m3。产生的污泥外运,交由有资质的单位统一处理处置。 3结论 采用Fenton氧化+电絮凝+TMF+MBR+活性炭工艺处理某线路板厂的油墨废水,研究结果表明,该工艺对高浓度油墨废水的处理具有较好的效果。日处理量40t,处理费用约4.94元/t,废水的COD去除率99%,氨氮的去除率达98%,对TP的去除率达78%~90%,对TN的去除率达99%,对Cu、Pb、Cr和Ni的去除率分别为95.99%、87.75%、59.90%和47.14%,系统处理后废水水质的可以达到(GB21900—2008)表3标准的要求。 (责任编辑:李德馨) |