增塑剂废水处理(图文)
增塑剂废水处理,中天恒远小编李德馨为您介绍,希望对您有所帮助。 增塑荆是塑料工业必需的生产原材料,增塑剂生产废水酸性强,有机物浓度高,且含强氧化性物质。增塑剂废水属高浓度有机废水,油含量和碱含量也很高,采用单一方法处理效果不理想,须进行综合治理。下面详细介绍一下用酸析-厌氧-缺氧-好氧法处理增塑剂废水。 宜兴市某塑料助剂有限公司以对苯二甲酸、正辛醇等为原料,生产DOTP、TOT、TOPM环保增塑剂,年产增塑剂5万t。待处理的废水主要是生产车间排放水。出水进工业园区污水处理厂管网,排放标准执行GB8978—1996《污水综合排放标准》三级排放标准。 ,废水水质、水量 设计进水水质及排放标准见表1。 表1设计进水水质及排放标准

该项目设计处理能力为化工废水120m3/d和生活污水20m3/d,共计140m3/d。增塑剂废水具有pH值高、有机物浓度高、水质复杂、难降解等特点[1-2],废水中含有大量的对苯二甲酸和辛醇,对苯二甲酸浓度过高对生化系统有较强的抑制、毒害作用。 第二,工艺流程及特点 2.1工艺流程 该废水水质特性为油状悬浮、漂浮有机物浓度高,CODCr的浓度高,针对该废水处理目标,要求有较高的CODCr去除率。根据项目前期的调研、实验室分析试验以及小试结果,结合工程应用经验,废水处理工艺流程见图1。 2.2工艺特点 通过试验及小试可知,经过酸析反应器后,废水中的对苯二甲酸即与废水分离沉降,通过三相沉降罐将废水、浮渣、密度大于水的对苯二甲酸等析出物有效分离,使待处理废水中的有机物浓度大大降低,且降低废水中有害物质对生化系统的抑制和毒害。酸析过程中控制有效酸析沉降环境pH值为4.5~5.0,CODCr比较大去除率能达到60%。在酸析过程中需注意酸度的控制,pH值太低不利于对苯二甲酸的析出,同时由于中和池增加了废水的总盐分,给生化系统处理带来难度。
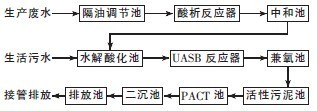
图1废水处理工艺流程 经预处理后的废水进入生化处理系统,在水解酸化段引入生活污水,在增加综合废水可生化性的同时为废水的生化处理提供了有效的氮、磷元素,提高了生化系统的运行效果。 厌氧段采用UASB工艺,在厌氧条件下由多种微生物共同作用,使有机物分解并生成CH4和CO2。它可分为3个阶段:水解、发酵阶段;产氢、产乙酸阶段;甲烷化阶段。厌氧反应在自身发挥作用的同时,还可为后续好氧处理创造良好的物质条件。 在UASB反应器的上部设置三相分离器,下部为污泥悬浮区和污泥床区,底部为布水区。该反应器还能实现污泥颗粒化,颗粒污泥自身良好的沉降性能,三相分离器对污泥具有良好的截留作用,混合液在沉淀区进行分离,污泥可自行回流到污泥床区,这使污泥床区能保持很高的污泥浓度。因此UASB工艺对高浓度有机废水的处理更具有容积负荷高、CODCr去除效果明显、抗冲击能力强、污泥浓度高、产甲烷活性高的优势。 好氧段活性污泥池出水进入PACT反应池,对好氧处理后段进行更进一步的有效生化降解。PACT法是将粉末活性炭(PAC)加入活性污泥中的一种废水处理新工艺。该工艺目前已被广泛用于处理印染、化工、焦化、炼油、制药等工业废水[3-5],其特点是PAC颗粒包裹在活性污泥絮体中,将活性炭吸附生物再生和生物降解有机结合,强化了活性污泥絮体的净化功能,提高了系统的处理能力。通过PACT池的生化反应,在提高有机物去除率的同时改善二沉池的出水絮凝效果,以确保出水水质稳定达到设计要求。 剩余污泥浓缩后,经板框压滤机压滤成泥饼外运处理。该处理工艺具有耐冲击负荷能力强,处理效果稳定、操作管理简单等特点。 第三,主要构筑物及设计参数 (1)隔油调节池。1座,地下式,钢砼防腐结构,有效容积为200.0m3,HRT为34h。前端设施隔油,将废水中轻质有机物分离。调节池内设置潜水搅拌机1台,通过机械搅拌均匀水质。 (2)酸析反应器。1座,地上式,钢制防腐结构,规格Φ1800mm×6000mm,有效容积为10.0m3,HRT为1.7h。酸析过程中pH值需控制在4.5~5.0。 (3)中和池。1座,地上式,钢砼防腐结构,有效容积为49.5m3。中和池设置NaOH(20%)加药系统,中和池出水pH值控制在7.2~7.8。 (4)水解酸化池。1座,钢砼结构,为减少占地与土建费用,与调节池共壁合建,有效容积为130.0m3,HRT为22.3h。 (5)UASB反应器。2座,半地上式,钢砼结构,并联建设,有效容积为300.0m3,HRT为51.4h,在有效去除有机物的同时为好氧系统创造有利条件,CODCr的去除率达到80%以上,出水CODCr的质量浓度小于1500mg/L。CODCr容积负荷为1.8kg/(m3•d)。 (6)兼氧池。1座,半地上式,钢砼结构,有效容积为80.0m3,HRT为13.7h,调整UASB池出水的氧化还原电位,为后续好氧反应创造有利条件,池底设置微孔曝气系统,DO的质量浓度控制在0.4mg/L。 (7)活性污泥池。1座,半地上式,钢砼结构,有效容积为80.0m3,HRT为13.7h,兼氧池出水在活性污泥池内进行有效的好氧降解。DO的质量浓度控制在4.0~5.0mg/L。 (8)PACT池。1座,半地上式,钢砼结构,有效容积为80.0m3,HRT为13.7h,与兼氧池、活性污泥池推流串联,在池内加入PAC以实现好氧降解。 (9)二沉池。1座,半地上式,钢砼结构,有效容积为74.0m3,表面负荷为0.6m3/(m2•h)。对PACT的出水进行泥水分离,废水进入排放池接管,污泥部分回流,剩余污泥排入污泥池浓缩压滤干化。 (10)污泥池。1座,半地上式,钢砼结构,有效容积为40.0m3,设计参数按污泥产量以及脱水机操作需求,用于污泥暂时存贮,具有污泥浓缩消化减容的作用。具体参见http://www.dowater.com更多相关技术文档。 第四,系统的调试与运行 4.1酸析沉降预处理 在运行过程中必须控制反应pH值在4.5~5.0,pH值调节均匀,避免出现局部紊流及死角的现象,三相分离装置能有效地分离浮渣、废水和重组分有机物。 4.2UASB厌氧系统 UASB厌氧系统的调试分为接种阶段、反应器启动阶段、负荷提高阶段和稳定运行阶段。接种阶段务必保持污泥的质量浓度在3~6g/L。反应器的接种阶段是让污泥开始适应水质的阶段,因此,该阶段CODCr容积负荷不宜过高,保持在0.8~1.5kg[CODCr]/(m3•d)即可,保持这样的负荷,当UASB的CODCr去除率达到70%~80%,或是VFA的质量浓度小于200~300mg/L时,标志着接种阶段结束。 反应器的启动阶段是污泥开始适应废水的阶段,因为在此阶段,污泥相对比较脆弱,所以要注意维持各个条件的稳定,尤其要注意防止废水发生酸化。每一次提高负荷都要严格按照CODCr的去除率达到70%~80%,或是VFA的质量浓度小于200~300mg/L的条件才可进行。此阶段持续时间1个月左右,采用间歇进水的方式。 当启动阶段结束后,调试进入负荷提高阶段。负荷提高的梯度为每次1kg[CODCr]/(m3•d)左右,每一次提高负荷,都必须是达到CODCr的去除率为70%~80%,或是VFA的质量浓度小于200~300mg/L的条件才可进行,否则,废水可能发生酸化。采用连续进水方式,控制UASB在适当的负荷下运行。此阶段应循序渐进,持续时间约2个月。 当负荷提高阶段结束,系统进入稳定运行阶段,也标志着整个调试过程的成功结束。此时,各个厌氧反应器中的污泥质量浓度达到30kg/m3以上,CODCr的去除率大于60%。厌氧系统的出水再经过好氧处理,可达标排放。调试结束时处理水量已接近设计水量的85%,达到设计负荷要求。 4.3好氧系统z 好氧调试与厌氧调试同步进行,接种污泥是工业园区污水处理厂的剩余生化污泥。用清水和UASB出水混合后进入兼氧和好氧池,同样遵循厌氧调试的几个阶段步骤,好氧调试的各阶段持续时间较之厌氧调试要短得多,正常情况下,30~45d即能实现兼氧、好氧系统的正常运行。在好氧调试过程中必须注意负荷的波动,有时会突然间产生大量的泡沫,此时应平稳控制进水负荷,同时还应注意池内的反应温度,如在夏季,则需采取措施降低水温。好氧调试期污泥的定期排出也是相当重要的。 第五,技术经济比较 本工程总投资228.45万元,其中土建98.60万元,设备129.85万元。废水处理运行成本为7.99元/m3,其中电费1.69元/m3,药剂费5.48元/m3,人工费0.82元/m3。 第六,结语 (1)工程实际运行结果表明,采用酸析沉降-水解-UASB-兼氧-活性污泥-PACT工艺处理增塑剂废水是有效的,处理出水水质能稳定达到GB8978—1996三级排放标准的要求。 (2)在酸析沉降过程中应着重注意pH值的控制调节。 (3)由于该类废水原水中基本无氮源和磷源,所以在生化系统运行期间应该根据营养配比添加氮、磷营养物质。
(4)好氧系统在运行中如出现起泡现象,利用清水喷淋法能快速有效地解决问题。 中天恒远厂家直销!优惠的价格!周到的服务! 产品咨询电话:010-8022-5898 您也可以直接咨询网站在线客服人员 (责任编辑:李德馨) |