渗滤液深度处理技术的详情介绍(图)
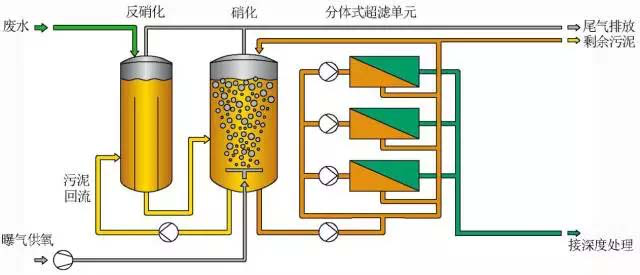
今天为广大朋友介绍的是-渗滤液深度处理技术 江苏维尔利环保科技股份有限公司(简称“维尔利”)是垃圾渗滤液处理行业家上市公司、国内家使用“MBR+NF”处理垃圾渗滤液的公司。维尔利拥有渗滤液处理相关专利24件,其中发明专利4件,是国内渗滤液处理领域的领军企业。维尔利作为2015年度环境保护科学技术一等奖获奖企业,将对垃圾渗滤液技术做系列专题分享。 垃圾渗滤液特点及工艺难点 生活垃圾处理方法主要有焚烧、堆肥、机械处理和填埋等。垃圾在堆放、中转、挤压、运输、填埋或焚烧处理过程中会产生多种代谢产物和水分,形成成分极为复杂的高浓度有机废水——垃圾渗滤液;未经处理的垃圾渗滤液流经地表或渗入地下水后,破坏周围土壤的生态平衡,造成土壤或水源污染,将对环境造成严重的二次污染。 垃圾渗滤液中含有氨氮和各种溶解态的阳离子、重金属、酚类、可溶性脂肪酸及其它有机污染物,具有水质复杂、水质水量变化大、有机物即BOD5和COD浓度高、氨氮含量高,金属含量较高等显著特点,因此在选择垃圾渗滤液处理工艺时,需要满足以下条件: 1.满足水量变化大的特点,工艺设计需留有足够的余量; 2.抗水质冲击负荷能力强,渗滤液水质波动变化较大,因此,要求处理工艺需要有极强的抗冲击负荷能力; 3.高COD、BOD去除能力,垃圾渗滤液COD浓度变化范围大,比较高达80000mg/L,甚至更高。因此处理工艺需要具备极高的有机污染物去除能力; 4.高氨氮处理能力,渗滤液氨氮浓度一般从数百到几千mg/L不等,一般认为在1500-3000mg/L左右。但也可高达4000mg/L左右。要求处理工艺具有很高的氨氮去除率; 5.尽可能的减少二次污染。 基于以上特点,要满足《生活垃圾填埋场污染控制标准》(GB16889-2008)排放标准,依靠的单独处理方法(生物法、物理法、化学法)难以满足以上所有条件。比较经济可行、又可稳定达标的渗滤液处理工艺需采用物理、化学与生物法相结合的处理工艺。 垃圾渗滤液处理工艺 (1)“外置式膜生化反应器(MBR)+膜深度处理”工艺技术原理 外置式膜生化反应器,由前置式反硝化、硝化反应器和分体式超滤单元组成。 在硝化池中通过高活性的好氧微生物作用降解大部分有机污染物,并使氨氮和有机氮转化为硝酸盐回流至反硝化池,在缺氧的环境中还原成氮气排出进行脱氮。 为提高氧的利用率采用射流曝气器和高液位生化反应器。 超滤采用孔径为0.02um的有机管式超滤膜,分离出净化水和菌体,由于实现了泥水完全分离,污泥回流可使生化反应器中的污泥浓度达到15-25g/L,经驯化形成的微生物菌群对废水中难生物降解的有机物也能逐步降解。超滤清液出水无菌,无悬浮物,可达到GB16889-1997三级标准。 为满足排放标准,在膜生化反应器出水之后增加纳滤(或反渗透)以及配套的浓缩液物理化学处理的技术。由于膜生化反应器的出水氨氮、总金属离子、SS等指标已经达到排放标准,但部分难生化降解或不可生化降解的有机污染物尚不能去除,采用纳滤(或反渗透)进行深度处理,进一步分离难降解较大分子有机物,确保出水指标全部达到排放要求,其浓缩液通过配套的物理化学处理后,可以实现场内处置。 (2)工艺流程 垃圾填埋场渗滤液处理工艺流程
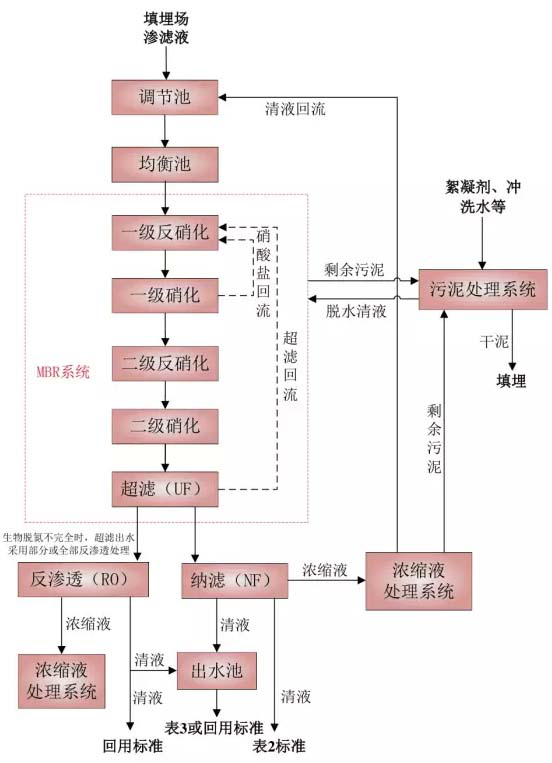
垃圾焚烧厂渗滤液处理工艺流程

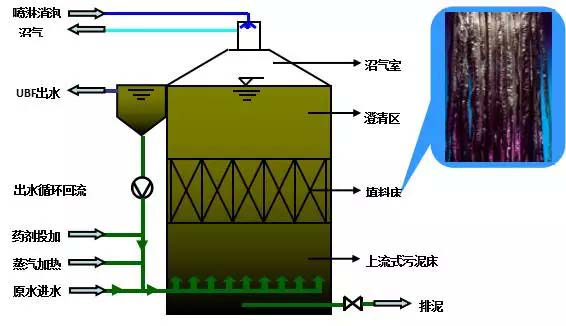
针对有机物浓度更高的焚烧厂渗滤液,维尔利公司在MBR+NF/RO工艺基础上,设计采用进口填料的UBF厌氧工艺进行预处理。 UBF兼有厌氧活性污泥床和厌氧滤池的优势,与MBR+膜深度处理工艺相结合,具有厌氧回收沼气、微生物生物脱氮、总氮稳定达标,出水可回用或直接排放等技术、经济优点。 深度处理灵活组合,若需中水回用时,则由反渗透处理后回用。若直接排放时,则根据排放标准要求,灵活掌握纳滤与反渗透的工艺组合,可纳滤出水,也可混合出水。 (3)维尔利渗滤液处理技术特点 出水水质优质稳定,出水无细菌和固体悬浮物; 污泥浓度高,一般在15~25g/L,污泥负荷(F/M)低,剩余污泥产量少; 反应器高效集成,占地面积小,不受设置场合限制; 操作管理方便,易于实现自动控制; 有机污染物去除率高; 生物脱氮能力强; 反应器高效集成,占地面积小; 采用外置错流式管式超滤膜; 超滤、纳滤、反渗透采用集成模块化技术; 曝气采用特殊设计的射流曝气装置; 系统自动化程度高; 可实现远程技术服务,由维尔利远程监控、维护及数据管理系统提供故障诊断等技术支持。 核心技术 (1)UBF技术 UBF厌氧技术是UASB与AF工艺的叠加,其下层为上流式污泥床,上层为厌氧滤池,装有比表面积较大的填料。底部进水,布水系统负责将废水均匀的分布到整个反应器底部,上部为澄清区。厌氧反应器的出水部分回流,用以缓冲进水污染负荷变化。 该厌氧反应器具有去除率高、适应性强、水力利用率高、污泥存留性好、微生物总量大、高稳定性、耐高负荷冲击性和悬浮物控制能力较好的特点。特别适用于处理有机物浓度高、盐分浓度高且有毒有害的垃圾焚烧厂的渗滤液和工业废水等。
(2)外置式膜生化反应器(MBR)技术 外置式膜生化反应器(MBR)工艺是典型的膜分离技术与生物技术有机结合的废水处理工艺。利用传统的硝化、反硝化活性污泥生物技术和先进的膜分离技术相结合,采用超、微滤膜组件作为泥水分离单元,完全取代传统二沉池,水力停留时间(HRT)和污泥停留时间(SRT)分别控制,使生化反应器内的污泥浓度从3~5g/L提高到15~25g/L,从而提高了反应器的容积负荷,使反应器容积减小,使污泥泥龄得到大幅延长。 一方面,膜截留了反应池中的微生物,使池中的活性污泥浓度大大增加,使生化反应更迅速更彻底; 另一方面,保证了出水清澈透明从而省掉二沉池。 具有生化效率高、抗负荷冲击能力强、出水水质稳定、占地面积小、排泥周期长、易实现自动控制等优点,特别适用于垃圾渗滤液处理过程。
(3)膜生物反应器衍生技术 膜生化反应器衍生技术是指膜生化反应器在出水之后增加纳滤(或反渗透)以及配套的浓缩液物理化学处理的技术,由于膜生化反应器的出水氨氮、总金属离子、SS等指标已经达到排放标准,但部分难生化降解或不可生化降解的有机污染物尚不能去除。 为达到更高的排放标准,则需采用纳滤(或反渗透)进一步分离难降解较大分子有机物,进行深度处理,确保出水COD达到排放要求,其浓缩液通过配套的物理化学处理后,可以实现场内自行处置。 经过由我公司特殊设计和控制的膜生物反应器及其衍生技术组合处理后,可以满足各种严格排放标准的要求并使浓液得到有效处理,特别适用于垃圾渗滤液和高浓度有机废水的高标准达标处理。 (4)两级微生物脱氮膜生物反应器技术 针对新标准《生活垃圾填埋场污染控制标准》(GB16889—2008)的政策出台,2007年维尔利公司开始了两级生物脱氮的研发和设计,即在原有的膜生化反应器中反硝化、硝化基础上增加后置(二级)反硝化和二级硝化工艺段。 当一级反硝化和一级硝化脱氮不完全时,在二级反硝化和二级硝化反应器中进行深度脱氮反应,两级生物脱氮技术可将生物脱氮率由原来单级生物脱氮的50-80%提高至98-99%以上,达到新标准中规定的总氮排放要求。 经过我公司特殊设计和控制的两级微生物脱氮膜生物反应器,可以实现稳定的完全微生物脱氮反应,特别适用于出水满足新标准的垃圾渗滤液处理过程。


污水处理设备联系方式: 销售热线:010-8022-5898 手机号码:186-1009-4262 (责任编辑:李德馨) |